 Dar Bölgeler için küçük hacimli tork artırıcılar
Dar Bölgeler için küçük hacimli tork artırıcılar
Norbar bütün tork artırıcılarında erişilen tork değerlerindeki sapmanın ±%4 oranı içinde kalacağını garanti eder.
Planet dişli sisteminden oluşan tork artırıcı şanzımanlar yüksek aktarım oranlarına sahiptirler. Bu oranlar, kol ile üretilen giriş kuvvetini 47.500 Nm ye kadar yüksek tork kuvvetine ulaştırır.
| Parça |
Kapasite |
Aktarım Oranı |
Kilit Sistemi |
Torkmetre Girişi |
Lokma Çıkışı |
Ağırlık |
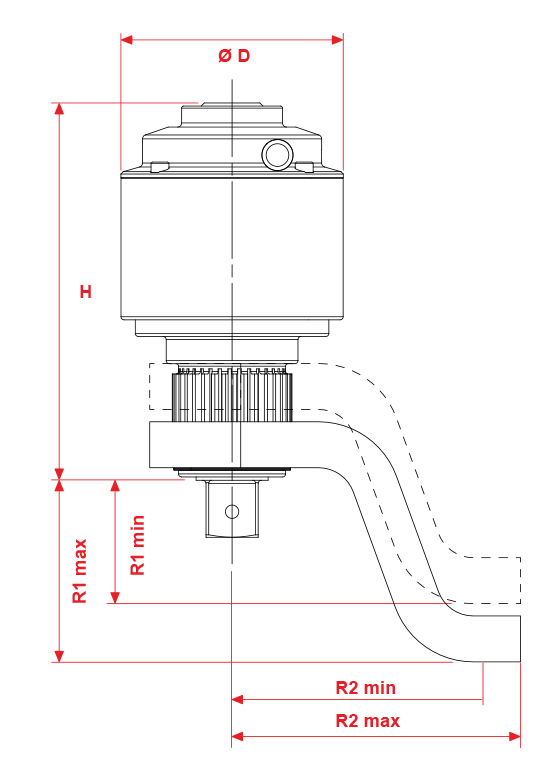
D |
H |
R1 min |
R1 max |
R2 min |
R2 max |
| No. |
N.m |
lbf.ft |
** |
# |
inç |
inç |
kg |
mm |
| 18003 |
3.000 |
2.200 |
5:1 |
- |
3/4” |
1” |
7 |
108 |
164 |
60 |
88 |
117 |
140 |
| 18004 |
3.000 |
2.200 |
15:1 |
AWUR |
1/2” |
1” |
9 |
108 |
183 |
60 |
88 |
117 |
140 |
| 18006 |
3.000 |
2.200 |
25:1 |
AWUR |
1/2” |
1” |
9 |
108 |
183 |
60 |
88 |
117 |
140 |
| 18008 |
6.000 |
4.400 |
25:1 |
AWUR |
1/2” |
1.1/2” |
14.6 |
119 |
218 |
94 |
119 |
146 |
174 |
 Tork artırıcı şanzımanlarda aktarım oranı 5:1 kattan başlar 125:1 kata kadar yükselir.
Tork artırıcı şanzımanlarda aktarım oranı 5:1 kattan başlar 125:1 kata kadar yükselir.
Bu yüksek kuvvetler üretilirken, üretilen kuvvetin önemli bir bölümü sürtünme nedeniyle kaybolur. Bu kayıp hassas işlenmeyen, boşluğu fazla olan dişli mekanizmalarında daha fazladır. Dişliler ve dişlilileri tutan pimler arasındaki boşluğun fazla olması durumunda, dikey olarak üretilen kuvvetin bir bölümü yanal kuvvete dönüşür. Yüksek kayıplar bu durumda oluşur.
Norbar tork artırıcılarının dişlileri ve pimleri yüksek hassasiyetle işlenir. O nedenle yanal yükteki kayıpların minimum seviyede kalması sağlanır. Hassas işleme aynı zamanda en düşük ve en yüksek torktaki sapmaların ±%4 seviyesinde kalmasını sağlar.
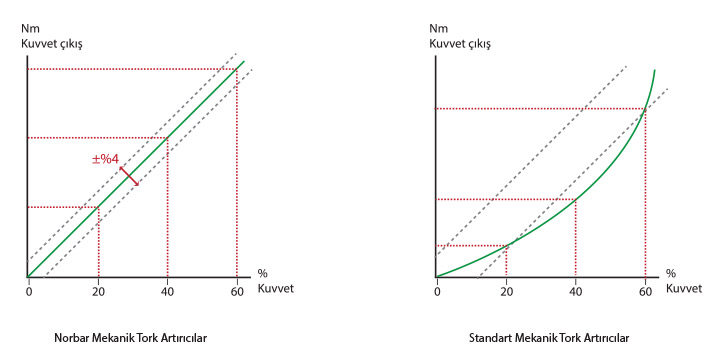
.jpg) Norbar tork artırıcılarındaki tork eğrisi en düşük değerden en yüksek değere doğru 45° lik bir açıyla oluşur. Planet dişli sistemi hassas işlenmemiş tork artırıcılarda, tork eğrisi parabolik bir grafik oluşturur. Bu durumda imalatçı ürün ile birlikte giriş ve çıkış kuvvetlerini içeren tork tablosu sevk eder. Kullanıcı bu tabloya göre torklama işlemini yapar.
Norbar tork artırıcılarındaki tork eğrisi en düşük değerden en yüksek değere doğru 45° lik bir açıyla oluşur. Planet dişli sistemi hassas işlenmemiş tork artırıcılarda, tork eğrisi parabolik bir grafik oluşturur. Bu durumda imalatçı ürün ile birlikte giriş ve çıkış kuvvetlerini içeren tork tablosu sevk eder. Kullanıcı bu tabloya göre torklama işlemini yapar.
Norbar tork artırıcılarda aktarım oranı sabittir. Kullanıcı sabit olan bu aktarım oranını giriş kuvveti ile çarptığında erişebileceği maksimum torku ya da uygulamak istediği maksimum tork değerini aktarım oranına böldüğünde uygulanacak giriş kuvvetini tespit etmiş olur.
Tork Artırıcı Kalibrasyonu
Norbar tork artırıcıları imalat işleminden sonra kalibrasyon işlemine tabii tutulur. Üretilen bütün tork artırıcılar kalibrasyon sertifikasıyla sevk edilir.
Tork artırıcılar Norbar tarafından üretilen tork sensörleriyle (transducer) kalibre edilir. Kalibrasyon işleminde hem giriş hem de çıkış kuvvetinin ölçüldüğü tork sensörleriyle (transducer) donatılan özel bir cihazda gerçekleştirilir. Bu cihaz Norbar mühendisleri tarafından tasarlanmıştır.
Geri Dönüş Kilidi (Anti Wind-Up Ratchet)
 Aktarım oranı yüksek olan tork artırıcı şanzımanlar el ile üretilen küçük kuvvetlerden çok yüksek tork kuvvetleri üretir. Üretilen bu yüksek tork kuvvetlerinin karşı kuvveti artırıcının destek ayağıyla karşılanır. Tork artırıcı ile sıkma işlemi sırasında üretilen kuvveti dişli sisteminde ayrıca bir tepkime kuvveti oluşur. Bu tepki, sıkma yönünün tersine bir kuvvettir. Bu kuvvettin kontrol altına alınamaması kullanıcı için risk oluşturur.
Aktarım oranı yüksek olan tork artırıcı şanzımanlar el ile üretilen küçük kuvvetlerden çok yüksek tork kuvvetleri üretir. Üretilen bu yüksek tork kuvvetlerinin karşı kuvveti artırıcının destek ayağıyla karşılanır. Tork artırıcı ile sıkma işlemi sırasında üretilen kuvveti dişli sisteminde ayrıca bir tepkime kuvveti oluşur. Bu tepki, sıkma yönünün tersine bir kuvvettir. Bu kuvvettin kontrol altına alınamaması kullanıcı için risk oluşturur.
Geri dönüş kilidi dişli sistemindeki geri tepmeyi kendi içinde hapseder. Kullanıcı, çalışma sırasında bu tepkimeyi hissetmez. Geri dönüş kilidi aynı zamanda tork artırıcıyı cırcırlı tork anahtarı gibi kullanışlı hale getirir. Yüksek torklama işlemleri geri dönüş kilit mekanizmasıyla kolayca ve risk oluşturmadan gerçekleştirilir.
Geri dönüş kilidi aktarım oranı 20 kat ve daha yüksek oranlarda aktarıma sahip tork artırıcılarda kullanılır. Aktarım oranı 5 kat olan tork artırıcılarda genel olarak geri dönüş kilidi bulunmaz. Geri dönüş kilit mekanizması hem maaliyeti artırır, hem de cihazın boyunun yükselmesine neden olur.




















